Сварка каркаса ворот из профильной трубы инвертором. Особенности сварки профильных труб
- Сварка каркаса ворот из профильной трубы инвертором. Особенности сварки профильных труб
- Сварка профильной трубы под 90 градусов. Как сделать отвод 90 градусов из трубы
- Сварка профильной трубы встык. Сварка инвертором
- Как варить профильную трубу и не прожечь. Сварка ручным дуговым способом
- На какой полярности варить профильную трубу. Сварка труб электродуговой сваркой
Сварка каркаса ворот из профильной трубы инвертором. Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.
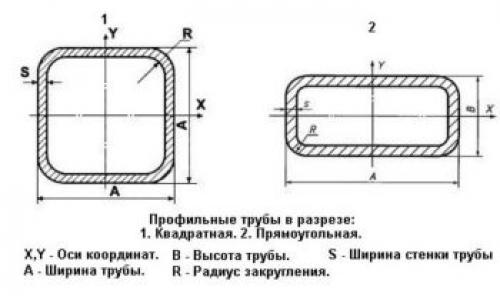
Чертеж профильной трубы.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Сварка профильных труб позволяет создать каркасы поликарбонатных теплиц, опоры заборов бытового назначения, ворота для гаражей и частных коттеджей, коммуникационные системы разного вида и назначения.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит.
Сварка профильной трубы под 90 градусов. Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Сварка профильной трубы встык. Сварка инвертором
Такой электросварочный аппарат получил своё название благодаря процессу преобразования стандартного переменного напряжения 220 В частотой 50 Гц в напряжение постоянного тока. Сварка профильной трубы инвертором считается наиболее простым и надёжным способом соединения двух заготовок. Основными преимуществами используемого агрегата считаются:
- хорошо отработана методика проведения работ;
- применим для начинающих сварщиков;
- исключает залипание электродов;
- обеспечивает высокое качество дуги;
- удаётся получить хорошее качество шва;
- все элементы сварочного аппарата доступны для применения даже для домашней мастерской;
- широкая область применения для сварки металлических конструкций.

Его применяют для производства каркаса из профильных труб толщиной от 2 мм. Используя этот метод из профильной трубы можно получить основу для теплиц или мебели.Свариваемыми элементами могут быть заготовки любой длины.Инвертор позволяет сваривать заготовки из различных марок металла с применением соответствующих электродов. В зависимости от толщины стенки, размера профиля трубы выбирают инверторные аппараты, способные обеспечить необходимый режим протекания процесса. Применение инверторных агрегатов используется для прокладки трубопроводов, как внутри, так и снаружи помещения. Благодаря универсальности инверторных аппаратов можно производить сварку под любым необходимым углом. Одним из оптимальных режимов считается работа под углом 90 градусов. В этом случае необходимо применять инструменты и приспособления, обеспечивающие сохранение вертикальность угла в течение всего периода работы. Для получения профиля заданной конструкции с применением трубы 2 мм необходимо аккуратно работать электродом, чтобы не допустить повреждения края заготовки и тем более прожога.
Как варить профильную трубу и не прожечь. Сварка ручным дуговым способом
Этот метод часто используют специалисты. Данный способ прост в исполнении. Он позволяет получить качественный шов при использовании доступного оборудования.
Шов после сварки ручным дуговым способом Источник content.foto.my.mail.ru
Для выполнения процесса специалисты используют инверторный или трансформаторный сварочный аппарат. Для повышения удобства проведения работ дополнительно могут применяться разные приспособления. Одними из них являются магнитные угольники. С их помощью удобнее сваривать трубные заготовки под нужным углом.
Нередко специалисты также используют центраторы. С их помощью удается быстро совместить оси деталей, когда они соединяются торцами. Применяются внешние и внутренние центраторы. Одной из разновидностей являются струбцины, позволяющие жестко закрепить изделия на ровной поверхности.
Ручная дуговая сварка используется для соединения профилированных трубных деталей с разными размерами сечения и толщиной стенок. Если профтрубы изготовлены из металла толще 4 мм, тогда их торцы предварительно зачищают, а потом обезжиривают.
Кроме того, необходимо еще знать, какими электродами варить профильную трубу, чтобы получить прочное соединение. Если толщина стенок не превышает 4 мм, тогда применяют стержни, у которых диаметр составляет от 2 до 3 мм. При этом сила тока на сварочном аппарате устанавливается в пределах от 50 А до 60 А.
 Сварочные электроды 2.5 мм Источник main-cdn.goods.ru
Сварочные электроды 2.5 мм Источник main-cdn.goods.ru
Важно! Во время сварки тонкостенных профтруб не нужно предварительно формировать кромки. При этом необходимо соблюдать минимальный зазор между деталями. Сварочные процессы с помощью ручного дугового метода осуществляются вертикально, горизонтально и даже в нижнем положении.
На какой полярности варить профильную трубу. Сварка труб электродуговой сваркой
Для сваривания профильных труб электродуговой сваркой необходим минимальный опыт исполнения подобного рода работ. Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
При изготовлении ферм специалисты советуют швы размещать в нижней позиции, если этому не препятствуют условия выполнения работ. Желательно готовить конструкции из металлической профтрубы в специальных просторных помещениях. Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.

Торцы соединяемых труб нужно предварительно зачистить и обезжирить. Тогда обеспечивается максимальное сцепление металла и расплава. Для подготовки кромок толщиной 4 и более миллиметра используется фаскосниматель. В таком случае можно формировать швы в несколько слоев, что дополнительно придаст ему прочности, надежности и долговечности. Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
В случаях, когда металл имеет толщину более 10 мм, специалисты рекомендуют выполнять работы в несколько этапов. Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
При выборе режима дуговой сварки учитывается полярность, сила тока и напряжение, диаметр расходного материала. Сила тока выставляется в диапазоне значений 20-90А в зависимости от сечения электрода. К примеру, если предвидится использование электродов малого диаметра, то потребуется в настройках выбрать обратную полярность и постоянный ток.

На поверхности сварного соединения образуется шлак. Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.










